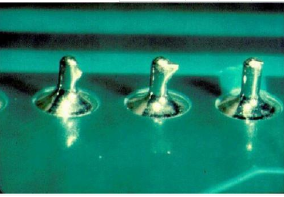
波峰焊點拉尖是線路板經過波峰焊接時波峰焊點上的焊料呈乳石狀或水柱形狀,把這一形態說為拉尖。其本質就是焊料受重力大于焊料內部應力產生,產生的原因,我們進行如下幾點分析:
(1)助焊劑不良或量太少:這個原因將導致波峰焊焊料在待焊點表面無法發生潤濕,且焊料在銅箔表面的漫流性極差,此時會在PCB板上產生大面積的拉尖。
(2)傳送角度過低:PCB傳送角度過低,波峰焊焊料在流動性相對差的情況下容易在焊點表面堆積,焊料冷凝過程中終因重力大過焊料內部應力,形成拉尖。
(3)焊料波峰流速:焊料波峰對焊點沖刷力過低,焊料的流動性在差的狀態下,尤其是無鉛錫,焊點會將大量的焊點吸附上,易造成焊料過多,產生拉尖。
(4)PCB傳送速度不合適:波峰焊傳送速度的設定一定要滿足焊接工藝要求,如果速度適合焊接工藝,則拉尖的形成可與此項不相干。
(5)浸錫過深:浸錫過深會造成波峰焊焊點在脫離前助焊被完全焦化,因PCB板表面溫度過高,在PCB脫錫焊料會因漫流性變差在焊點上堆積大量焊料,形成拉尖。應適當減少吃錫深度或加大焊接角度。
(6)波峰焊預熱溫度或錫溫偏差過大:過低的溫度會使PCB進入焊料后,焊料表面溫度下降過多,導致流動性變差,大量的焊料會堆積在焊點表面產生拉尖,而過高的溫度會使助焊劑焦化,使焊料的潤濕性及漫流性變差,可能會形成拉尖。